

درگروه غلتکییک مؤلفه اصلی نقاله کمربند ، مسئول پشتیبانی از کمربند نقاله و کاهش مقاومت در حال اجرا است. کیفیت مونتاژ آن به طور مستقیم بر ثبات ، عمر خدمات و سر و صدای عملیاتی نقاله تأثیر می گذارد. در زیر نکات کلیدی مونتاژ گروه غلتکی از چهار بعد: آماده سازی قبل از مونتاژ ، فرآیند مونتاژ هسته ، برای اطمینان از یک فرایند مونتاژ استاندارد و کارآمد.
1. آماده سازی قبل از مونتاژ: پایه و اساس را بگذارید و از خطرات خودداری کنید
قبل از مونتاژ ، سه وظیفه اصلی - "بازرسی مواد ، تهیه ابزار و تمیز کردن محیط" - برای جلوگیری از کار یا خطرات کیفیت ناشی از حذف های اولیه ، به اتمام می رسد.
1.1 شمارش مواد و بازرسی با کیفیت
compents اجزای اصلی گروه غلتکی یک به یک را بررسی کنید: غلتک ها (از جمله بدنه های غلتکی ، محفظه های بلبرینگ ، یاتاقان و مهر و موم های روغن) ، براکت ها ، شفت ها ، اتصال دهنده ها (پیچ ، آجیل ، واشر) و غیره.
● غربالگری کیفیت اجزای کلیدی:
◆ بدنه غلتکی: بدون برآمدگی ، تغییر شکل یا زنگ زدگی روی سطح. ضخامت دیواره یکنواخت (بازرسی نقطه با یک کولیس در دسترس است). محفظه های بلبرینگ در هر دو انتها به طور محکم جوش داده می شوند (بدون جوشکاری یا ترک).
◆ یاتاقان ها: چرخش انعطاف پذیر بدون ضرب و شتم یا سر و صدای غیر طبیعی. روکش های مهر و موم دست نخورده (برای جلوگیری از ورود گرد و غبار و روغن). مدل ها با نقاشی ها مطابقت دارند (به عنوان مثال ، یاتاقان های توپ شیار عمیق 6204 ، 6205).
◆ براکت ها: این مواد نیازهای (بیشتر فولاد Q235) را برآورده می کند. هیچ گونه برآمدگی یا تغییر شکل در اتصالات جوشکاری وجود ندارد. موقعیت دقیق سوراخ های نصب (قطر سوراخ با پیچ ها مطابقت دارد ، با یک خطا 0.5 میلی متر).
1.2 ابزار و آماده سازی مواد کمکی
● ابزارهای ضروری: آچار گشتاور (برای اطمینان از گشتاور محکم کننده پیچ ، استانداردها را رعایت می کند) ، آچار قابل تنظیم ، آچار شش ضلعی شش ضلعی ، کولیس (برای اندازه گیری ابعاد) ، سنجشگر (برای اندازه گیری شکاف ها) ، چکش لاستیکی (برای جلوگیری از آسیب از اجزای سخت) ، ابزارهای بلبرینگ بلبرینگ (به عنوان مثال.
مواد کمکی: گریس (تطبیق یاتاقان ها ، مانند گریس شماره 2 مبتنی بر لیتیوم ، که برای تحمل روغن کاری استفاده می شود) ، مهار کننده زنگ زدگی (روی اتصالات جوشکاری براکت ها پس از مونتاژ) ، تمیز کردن پارچه (برای پاک کردن لکه های روغن و گرد و غبار بر روی اجزای).
1.3 الزامات محیط مونتاژ
● سایت باید صاف و خشک باشد ، از محیط های مرطوب (برای جلوگیری از زنگ زدگی مؤلفه) و محیط های گرد و غبار (برای جلوگیری از ورود ناخالصی ها به یاتاقان ها) جلوگیری کنید.
pads لنت های محافظ (به عنوان مثال ، لنت های لاستیکی ، تخته های چوبی) را برای جلوگیری از خراش روی بدنه غلتکی ناشی از تماس مستقیم با زمین قرار دهید.
2. فرآیند مونتاژ هسته: به ترتیب کار کنید و از دقت اطمینان حاصل کنید
مونتاژگروه غلتکیباید دنباله "ابتدا واحد غلتکی را جمع کنید" را دنبال کنید و سپس براکت را جمع کنید → در آخر رفع و تأیید کنید ". برای جلوگیری از سوء استفاده از مؤلفه ، باید دقت در هر مرحله کنترل شود.
مرحله 1: مونتاژ واحد غلتکی (هسته هسته)
واحد غلتکی "واحد اجرای" گروه غلتکی است که از بدنه غلتکی ، یاتاقان ها ، شافت و مهر و موم روغن تشکیل شده است. در حین مونتاژ ، بر اطمینان از "یاتاقان های انعطاف پذیر و آب بندی قابل اعتماد" متمرکز شوید.
1.1 مونتاژ یاتاقان ها و محفظه های تحمل
ابتدا مقدار کمی از گریس را به دیواره داخلی محفظه یاتاقان بمالید (یک لایه نازک که دیواره داخلی را پوشانده است کافی است ؛ گریس بیش از حد ممکن است باعث گرم شدن تحمل شود).
● از یک پرس استفاده کنید تا بلبرینگ را به راحتی در محفظه یاتاقان فشار دهید (نقطه کاربرد نیرو روی حلقه بیرونی بلبرینگ است ؛ فشار دادن حلقه داخلی ممنوع است). اطمینان حاصل کنید که هیچ شکافی بین بلبرینگ و محفظه یاتاقان وجود ندارد (بازرسی با سنج سنج در دسترس است ، با فاصله 0.05 میلی متر).
● مهر و موم روغن را نصب کنید: مهر و موم روغن (عمدتا مهر و موم روغن دو لب) را در شیار محفظه یاتاقان قرار دهید. اطمینان حاصل کنید که مهر و موم روغن بدون انحراف به حلقه بیرونی بلبرینگ وصل شده است (برای جلوگیری از نشت گریس یا ورود گرد و غبار در حین کار).
1.2 مونتاژ بدنه شافت و غلتکی
● شافت (با یک سطح صاف و بدون برس) را از طریق حلقه داخلی بلبرینگ در یک انتهای بدنه غلتکی عبور داده و به آرامی آن را به سمت حلقه داخلی بلبرینگ در انتهای دیگر فشار دهید. اطمینان حاصل کنید که شافت کاملاً به حلقه داخلی بلبرینگ (بدون شل بودن) وصل شده است.
test تست چرخش بدنه غلتکی: بدنه غلتکی را با دست بچرخانید. این باید بدون انعطاف پذیری یا سر و صدای غیر طبیعی به صورت انعطاف پذیر بچرخد و اینرسی چرخش باید یکنواخت باشد (بدون "احساس لکنت زبان"). در صورت وجود لرزش ، جداسازی و بررسی اینکه آیا بلبرینگ به صورت معکوس نصب شده است یا ناخالصی وجود دارد.
مرحله 2: مونتاژ واحد غلتکی و براکت
براکت "قاب پشتیبانی" گروه غلتکی است. لازم است از موقعیت دقیق واحد غلتکی روی براکت اطمینان حاصل شود تا از انحراف کمربند نقاله جلوگیری شود.
2.1 موقعیت یابی واحد غلتکی
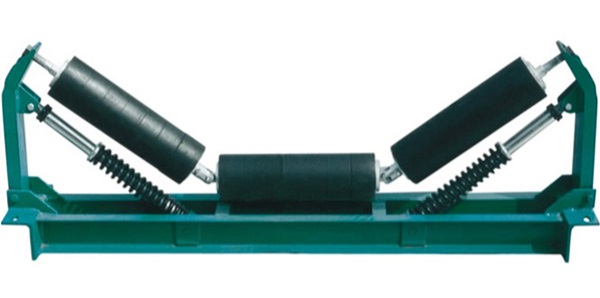
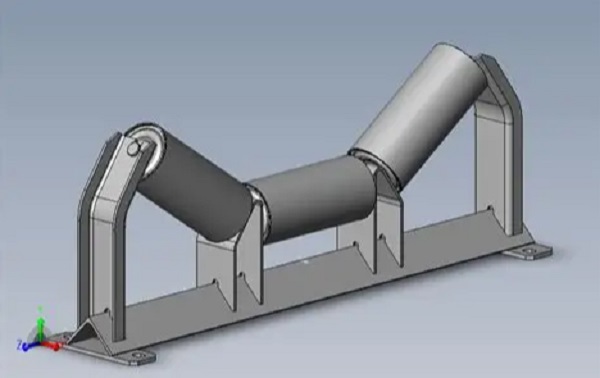
● با توجه به الزامات نقشه ها ، واحدهای غلتکی مونتاژ شده را قرار دهید (یک گروه غلتکی منفرد معمولاً شامل 2-5 واحد غلتکی است ؛ به عنوان مثال ، یک "گروه غلتکی موازی" حاوی 3 واحد است و یک "گروه غلتکی از طریق غلتک" حاوی 2 غلطک جانبی + 1 غلتک میانی) در شیارهای نصب شده براکت است.
● باید توجه ویژه ای به گروه غلتکی از طریق فرورفتگی داشته باشد: زاویه بین غلتک های جانبی و غلتک میانی (معمولاً 30 درجه ، 35 درجه ، 45 درجه ، مطابق با الزامات نقاشی) باید با یک خط کش زاویه ای اندازه گیری شود ، با یک خطا 1 درجه (انحراف زاویه باعث ایجاد نیروی ناهموار در کمربند گیربکس می شود و به راحتی منجر به انحراف می شود).
2.2 اصلاح پیچ
● پیچ ها را از طریق سوراخ های نصب شده از براکت و سوراخ های بلبرینگ واحد غلتکی عبور دهید ، روی واشر قرار دهید (واشر مسطح + واشر بهار برای جلوگیری از شل شدن) و ابتدا آجیل ها را با دست محکم کنید.
● از آچار گشتاور برای محکم کردن پیچ ها مطابق گشتاور مشخص شده در نقشه ها استفاده کنید (به عنوان مثال ، گشتاور برای پیچ های M10 معمولاً 25-30N · M است و برای پیچ های M8 15-20N · M). گشتاور بیش از حد (که ممکن است باعث شکستگی پیچ شود) یا گشتاور کافی (که ممکن است در حین کار باعث شل شدن شود) ممنوع است.
● دنباله سفت کردن: به صورت متقارن محکم شوید (به عنوان مثال ، 4 پیچ باید در "دنباله مورب" محکم شود تا از تغییر شکل براکت جلوگیری شود).
مرحله 3: تأیید کلی و تنظیم
پس از مونتاژ ، یک بازرسی کلی برای اصلاح انحراف به موقع انجام دهید:
● از یک سطح برای تشخیص سطح پایین براکت استفاده کنید: اطمینان حاصل کنید که براکت افقی است (انحراف افقی ≤ 0.5 میلی متر در متر). در صورت تمایل ، واشر را تنظیم کنید (واشر را در پایین براکت قرار دهید ؛ خم شدن اجباری براکت ممنوع است).
● موازی بودن واحدهای غلتکی را بررسی کنید: غلتک های جانبی فرورفتگیگروه غلتکیباید به صورت متقارن در هر دو طرف غلتک میانی توزیع شود ، با یک خطای موازی 0.3 میلی متر در متر (تشخیص با روش طناب زدن: یک خط مستقیم را در هر دو انتهای غلطک ها بکشید و اختلاف فاصله بین غلطک ها و خط مستقیم را اندازه گیری کنید).
● دوباره همه غلطک ها را بچرخانید: اطمینان حاصل کنید که همه غلطک ها بدون "ضرب و شتم فردی" به صورت انعطاف پذیر می چرخند. اگر وجود دارد ، جداسازی می شود و مونتاژ یاتاقان ها یا شفت ها را بررسی می کند.












